



AK164 4-Achsen-CNC-Drehmaschine vom Schweizer Typ
Merkmal von AK164
1. Hochgeschwindigkeit, Hochpräzision und Hocheffizienz: Das Werkzeuglayout ist optimal, und das Steuersystem verwendet eine Hochgeschwindigkeitsberechnungsverarbeitung, um die Werkzeugwechselzeit zu minimieren, die beste Positionierung zu erhalten und die Hilfszeit zu minimieren.
2. Hohe Stabilität: Die Führungsschiene und die Spannweite sind verbreitert, und die Bremsverriegelung nach der Indexierung der Haupt-/Nebenachse verbessert die Stabilität bei der Bearbeitung des Werkstücks.
3. Hohe Konfiguration: Die mehrachsige Werkzeugkonfiguration ist reichhaltig und das Elektrowerkzeug ist Standard, was den Bearbeitungsbereich erheblich erweitert und die komplexe Bearbeitung komplexer Teile befriedigt.
4. Hohe Steifigkeit: die Wandstärke des Bettgusses, die große Spannweite der Führungsschiene, die Steifigkeit und Dehnbarkeit der Werkzeugmaschine.Die Schwerzerspanung ist anderen Werkzeugmaschinen überlegen und hat offensichtliche Vorteile bei der Bearbeitung von Stahl, legiertem Stahl, Edelstahl usw.
Spezifikation
| Beschreiben | Einheit | AK164 | |||
| Mechaniker | Controller-System |
| Fanuc 0i | Syntec | |
| Maximaler Bearbeitungsdurchmesser | mm | ¢16 | |||
| Streicheln | mm | 150 | |||
| Drehzahl der Hauptspindel / Nebenspindel | U/min | 10000/8000 | 6000/6000 | ||
| Eilganggeschwindigkeit | m/Min | 24 | |||
| Werkzeug | OD-Tools | ea | 6×[□12×12] | ||
| Arbeitsgeräte vorne | ea | 3×[Ø25-ER16] | |||
| Kreuzgetriebene Werkzeuge | ea | 3[ER16] | |||
| Backend-Tools (behoben) | ea | / | / | ||
| Motoren | Spindelmotor | kw | 3,7/5,5 | 3.7 | |
| Nebenspindelmotor | kw | 0,55/1,1 | 0,4 | ||
| Gefahren | kw | 0,75 | |||
| Kreuz | kw | 0,5 | |||
| Kühlmittelmotor | kw | 0,25 | |||
| Andere | Fassungsvermögen des Kühlmitteltanks | L | 180 | ||
| Fassungsvermögen des Schmiertanks | L | 1.8 | |||
| Höhe vom Boden bis zur Spindelmitte | mm | 1050 | |||
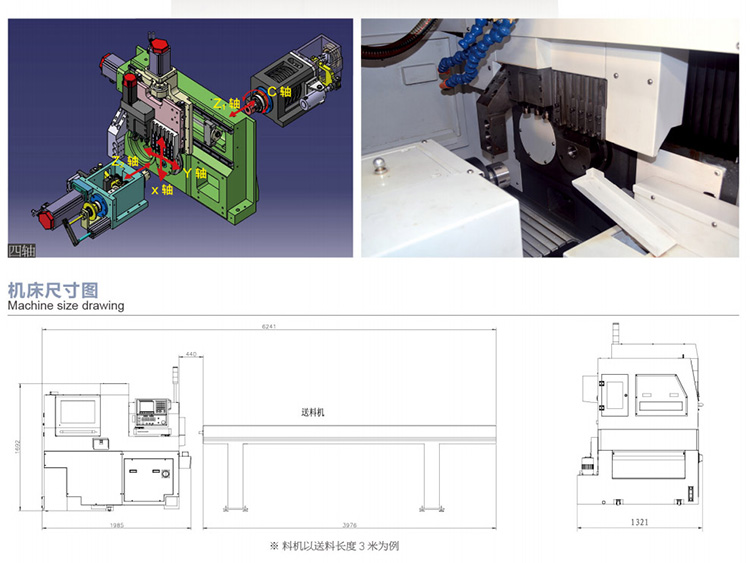
| Abmessungen | (L) | mm | 1985 | ||
| (W) | mm | 1321 | |||
| (H) | mm | 1692 | |||
| Gewicht | kg | 3000 | |||
| NC-Steuerung | Steuerbare Achsen | 5achs/4achs | |||
| LCD | LC-Display 8,4" | ||||
| Standardparameter des Systems | Standard | ||||
| Starres Klopfen | Standard | ||||
| Handrad | Standard | ||||
| Synchron-/Hybridsteuerung | Standard | ||||
| Helikale Interpolation | Standard | ||||
Anwendung der CNC-Drehmaschine vom Schweizer Typ AK164
Es eignet sich für Branchen wie Automobile, Elektronik, Kommunikation, IT, Medizin, Militär, Luftfahrt, Hardware, Maschinen und Hydraulikzubehör.Sie zeichnet sich durch die Fähigkeit zur Fertigung großer Stückzahlen, hoher Präzision und komplexer kleiner und mittelgroßer Teile aus.


Technische Vorteile
1) Der Trend zur Einführung einer eingebauten elektrischen Hochgeschwindigkeitsspindel wird immer deutlicher, und die maximale Drehzahl der Spindel hat 12500 U / min erreicht.
2) Die Geschwindigkeits-/Positionsschleifenrückführung nimmt neue Komponenten an, wie z. B. ein eingebautes hochauflösendes Gitter oder Magnet, das eine höhere Steuergenauigkeit der Rotation und der Rückführung hat.
3) Die gegenüberliegende Doppelspindel-Gewebestruktur kann eine Vollsequenzbearbeitung in einer Aufspannung abschließen, wodurch die Effizienz- und Bearbeitungsgenauigkeitsprobleme verringert werden, die durch das sekundäre Aufspannen des Werkstücks verursacht werden, und die Verarbeitungseffizienz verbessert wird.
4) Mehrachsen-Multitool-Steuerung und Mehrachsen-Verbindungstechnologie verbessern die Fähigkeit von Werkzeugmaschinen, komplexe Teile zu verarbeiten, und die Effizienz der Verarbeitung.Die Anzahl der Steuerachsen der Werkzeugmaschine beträgt sieben, und die Anzahl der nicht angetriebenen Werkzeuge und angetriebenen Werkzeuge beträgt mehr als 20.
5) Reichlich automatische Konfiguration, um das Ziel des Ein-Mann-Mehrmaschinenbetriebs und -managements zu erreichen, zusätzlich zu herkömmlichen Stangenförderern, Späneförderern usw., wie z , Werkstück Automatische Pop-up-Erkennung, Werkzeugbrucherkennung usw. wurden erfolgreich in Produkte implementiert, um den Automatisierungsgrad und die Überwachung von Werkzeugmaschinen zu verbessern.
Qualitätskontrolle
Das Unternehmen formuliert und implementiert strenge interne Kontrollstandards für das Qualitätsmanagement, um eine strenge Überwachung des gesamten Konstruktions- und Herstellungsprozesses von Werkzeugmaschinen zu erreichen.
45 Inspektions- und Testelemente, 632 Qualitätskontrollpunkte, 48 Stunden, um den Vollhublastverarbeitungstest unter Verwendung von drei Koordinaten anzupassen.
Messgerät, britisches ERNISHAW-Laser-F-Interferometer, japanisches SIGMA-Dynamikwaageninstrument und andere hochpräzise Prüfgeräte der Welt, Garantie.
Genaue Kontrolle aller Details der Werkzeugmaschine.

Produktkategorien
-

Awr22 Diamantschneide-Leichtmetallfelge Reparatur ma ...
-

AWR32 China Diamantschleifscheibe Poliergerät ...
-

GB4250 China CE CNC-Bandsägemaschine für Metall ...
-

VMC550 3-Achsen-Metall-CNC-Vertikal-Bearbeitungszentrum ...
-

VMC850 Chinesische 3-Achsen-Vertikal-CNC-CNC-Vertikal ...
-

ck6150 Hochpräzise 4-Stationen-Elektro-CNC-ma ...





