


C6140/C6240 Spaltbett-Metalldrehmaschine
Spezifikation
| Modell | C6 1/2 40C | ||
| Verarbeitungskapazität | Max. Schwingdurchmesser über Bett | 400 | |
| Max.swing über Planschlitten | 230 | ||
| Maximaler Drehdurchmesser am Sattel Maximaler Drehdurchmesser am Sattel
| 560 | ||
| Mittelpunktabstand | 750,1000,1500 | ||
| Breite des Bettes | 360mm | ||
| Spindel | Spindelbohrung | Φ52/80mm | |
| Drehenddie Nase | C6 | ||
| Spindelkonus | MT6 | ||
| Bereich der Spindeldrehzahlen(Schritte) | 40-1400 (9 Schritte) | ||
| Einspeisung | Metrische Gewinde(Nummer) | 0,25-14 mm (19 Arten) | |
| Zoll Gewindes(Nummer) | 2-40/Zoll | ||
| Modulares Gewindes(Nummer) | 0,25–3,5 mπ (11 Arten) | ||
| Wagen | Kreuzschlittenhub
Kreuzschlittenhub
| 180mm | 222mm |
| Werkzeugruhehub Kleiner Werkzeugruhehub
Kleiner Werkzeugruhehub
Kleiner Werkzeugruhehub
Kleiner Werkzeugruhehub
Kleiner Werkzeugruhehub
Kleiner Werkzeugruhehub
Kleiner Werkzeugruhehub
| 95mm | ||
| Schnittmaß
| 20 x 20 mm² | ||
| Reitstock | Kegel der Reitstockpinole | MT4 | |
| Durchmesser Reitstockpinole | 65mm | ||
| Hub der Reitstockpinole | 140mm | ||
| Hauptmotor | 4kw | 5,5kw | |
| Packungsgrösse: (LxWxH) |
| ||
| Mittelpunktabstand 750mm | 2220 x 1150 x 1590 mm | ||
| 1000mm | 2470 x 1150 x 1590 mm | ||
| 1500mm | 2970 x 1150 x 1590 mm | ||
| Gewicht:NW/GW (KG) |
| ||
| Mittelpunktabstand750mm | 1400 | 2050 | |
| 1000mm | 1500 | 2150 | |
| 1500mm | 1650 | 2300 | |
Merkmal der manuellen Drehmaschine C6140
Es kann zum Drehen von zylindrischen und konischen Flächen, Stirnseiten und Innenbohrungen sowie einer Vielzahl von metrischen und zölligen Gewinden verwendet werden.
1. Spindel: durch den Durchmesser von 52 mm, in Übereinstimmung mit dem internationalen Standard ISO-C6;erweitern den Anwendungsbereich der Wellenbearbeitung.
2. Quadratischer Reitstock: Der Reitstock verfügt über eine schnelle Nockenspannvorrichtung, die eine hohe Arbeitseffizienz aufweist.In der Reitstockpinole befindet sich eine Vorrichtung zur Verhinderung der Drehung des Bohrers, die eine Beschädigung des Kegels der Innenbohrung der Reitstockpinole durch die Drehung des Bohrers durch Fehlbedienung verhindert und die Reitstockkomponenten wirksam schützt.
3. Führungsschienenoberfläche: Super-Tonfrequenzlöschung mit numerischer Steuerung und Umfangsschleifen, was die Vorteile einer hohen Präzision und einer guten Verschleißfestigkeit bietet.
4. Das Kopfgetriebe verwendet Harbin-Lager in einem kompletten Satz, und die Spindel verwendet eine hochpräzise Doppelkugellagerhalterung von Harbin BEARING, um die Genauigkeit und Stabilität der Spindel während der Hochgeschwindigkeitsrotation zu gewährleisten, was die notwendigen Voraussetzungen für die Herstellung von CNC schafft Drehmaschinen.
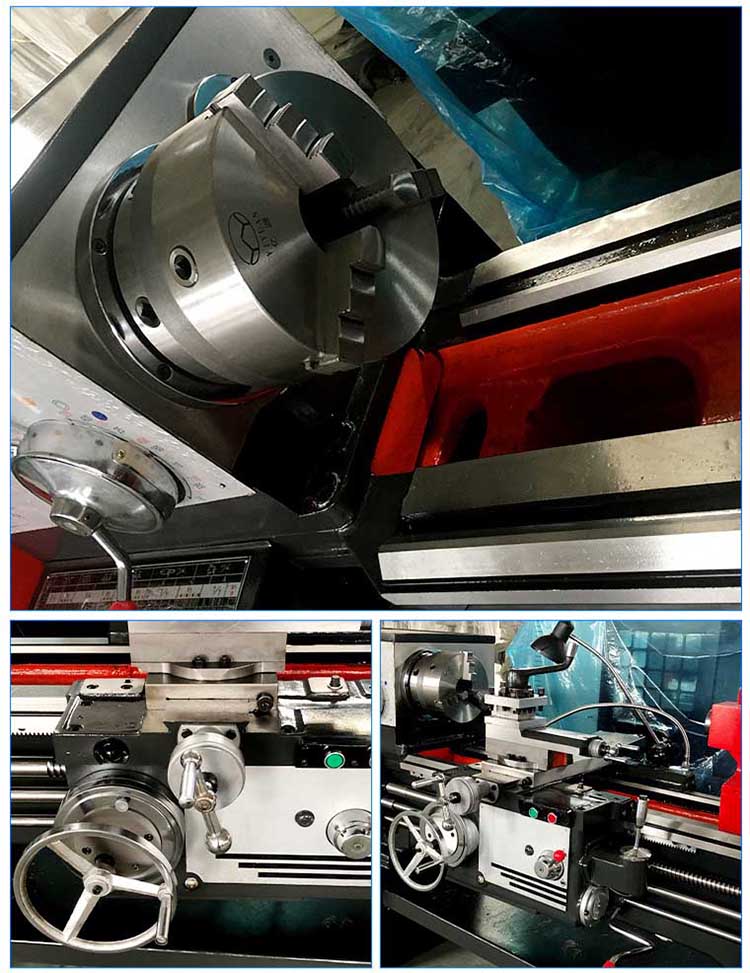
5. Spannfutter: Das Metall-Dreibackenfutter ist die Standardkonfiguration der Drehmaschine, und andere Spannfutter können ausgewählt werden, was beim Anziehen hilfreich ist.Objekte mit unterschiedlichen Regeln sind der Verarbeitung und schnellen Produktion förderlich.
6. Die Breite der Führungsschiene beträgt 400 mm, die Abschrecktiefe 4 mm und die Verschleißfestigkeit und Stabilität sind hoch.

Inspektion vor dem Fahren einer gewöhnlichen Drehmaschine
1. Geeignetes Fett gemäß Schmierplan der Werkzeugmaschine hinzufügen.
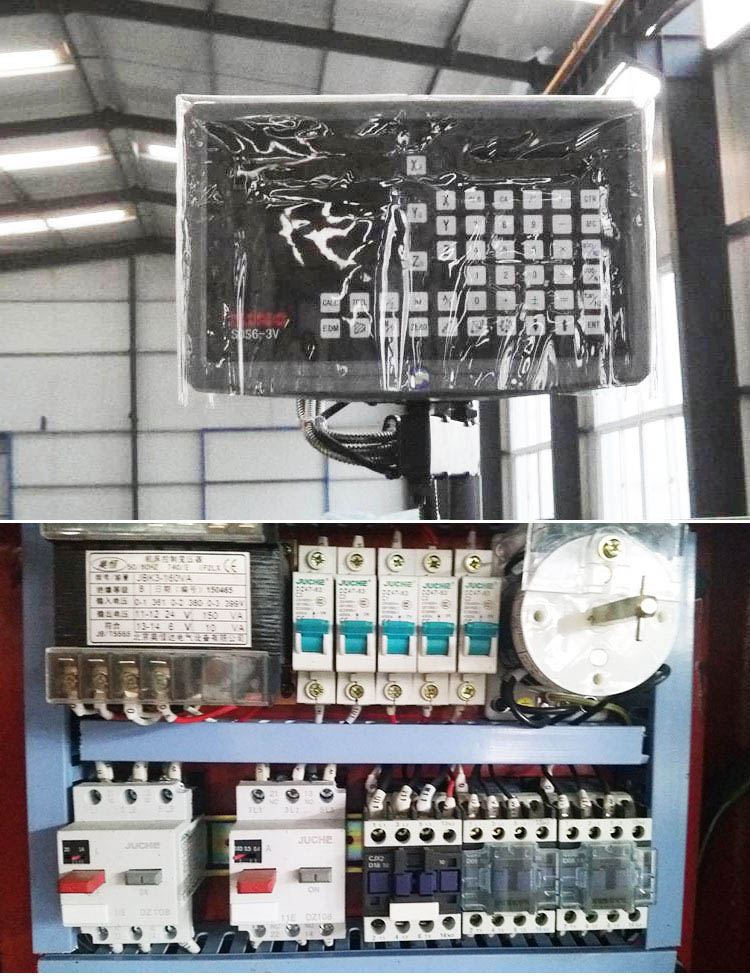
2. Überprüfen Sie, ob alle elektrischen Einrichtungen, Griffe, Übertragungsteile, Schutz- und Begrenzungsvorrichtungen vollständig, zuverlässig und flexibel sind.
3. Jedes Zahnrad sollte sich in der Nullposition befinden und die Riemenspannung sollte den Anforderungen entsprechen.
4. Es ist nicht gestattet, Metallgegenstände direkt auf der Bettoberfläche zu lagern, um Schäden an der Bettoberfläche zu vermeiden.
5. Das zu bearbeitende Werkstück ist frei von Schlamm und Sand, um zu verhindern, dass Schlamm und Sand in den Schlitten fallen und die Führungsschiene beschädigen.
6. Ein leerer Testlauf muss durchgeführt werden, bevor das Werkstück nicht eingespannt wird, und das Werkstück kann installiert werden, nachdem bestätigt wurde, dass alles normal ist.





